





注塑产品成型导光板技术成型对各结构的要求
注塑产品成型导光板技术成型对各结构的要求
首先,在导光板注塑机的要求
1、机器射胶的精度,特别是对打小尺寸的导光板来说,打导光板都为位置进行控制射胶,射胶位置以及精度最好方法可以通过达到±0.2mm以内,位置信息控制不好会直接导致企业产品结构变形和收缩,影响学生后期需要安装和产品的光学辉度;
2、对机器进行温度可以控制技术要求很严格,因为企业生产导光板的原料都为PC和PMMA,温控不好会直接导致公司产品发黄,影响中国产品的透明度和光学辉度;
第3.要求机器配备PC和PMMA专用小螺杆,使用专用螺杆是为了保证产品的塑化符合要求,使用小螺杆是因为生产导光板必须有较高的注射压力,产品越薄要求注射压力越大;
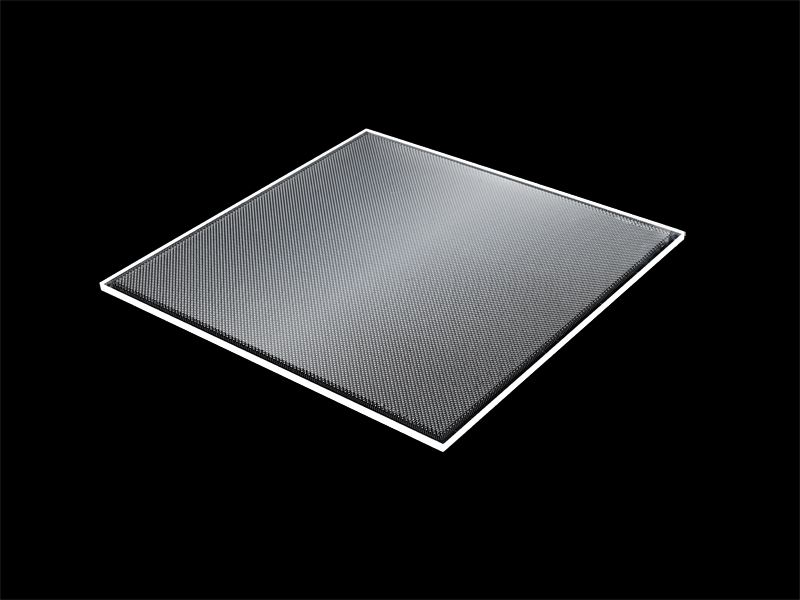
如图4所示,该塑料注射成形机需要快速,由于PC和PMMA,低速的高粘度特性,因为栅极被过早关闭原因冷胶入胶水不退出,产品0.55毫米厚度150毫米/秒,一般需要喷射率,0.5毫米需要200毫米/ S,0.4毫米需要为300mm / s以上,0.35至0.3需要500毫米/ s以上。照明灯饰导光板通过各种疏密、大小不一的导光点,可使导光板均匀发光。反射片的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率;同等面积发光亮度情况下,发光效率高,功耗低。单面微结构阵列导光板一般采用押出成型的制作工艺。汽车LOGO导光板结合不同的亚克力材料,不同的使用途径,既可以采用均匀统一的激光网点布局,也可以根据不同的规格和使用途径,做大小不同的网点布局。做到常用性和专属性的完美统一。LED灯板有效地利用了周围小点密集反射,中间大点的“绞边”功能,完全没有暗纹和“黑洞”。而且可以制作特殊效果。
二、对原料的要求
1、要求进行原料为纯的原料,不能通过掺入可以回收料或尽量少加;
2、原料企业必须进行严格干燥;
3,所需的原料非常流体,基本上光学级等级的流动性的最佳选择,特别薄的厚度更小的尺寸的产品,如三菱LC1500或HL4000。
三、对周边设备的要求
必须进行配套除湿干燥机和油式模温机,原料必须通过严格干燥,模具设计必须要有一个稳定的模温,模温越高产品的光学辉度越好,但也不能过高,一般我们不要超过120℃,否则会对公司产品的其他工作性能分析造成严重影响。
