




导光板制造注射成型工艺的特征
导光板制造注射成型工艺的特征
导光板制造注射成型工艺的特征
最突出的特点是,该产品超薄薄导光板,在塑料更容易地固化成模腔对应的填充,因此,光导板注射成型薄最显着的特点是一个高速填充,无论是在注塑作为整个模具腔体将所述塑料尚未充分或在模腔中完全固化,和的产物发生馈送过程之前被填充,压力可达到填充产品结束时,使产品不缩水
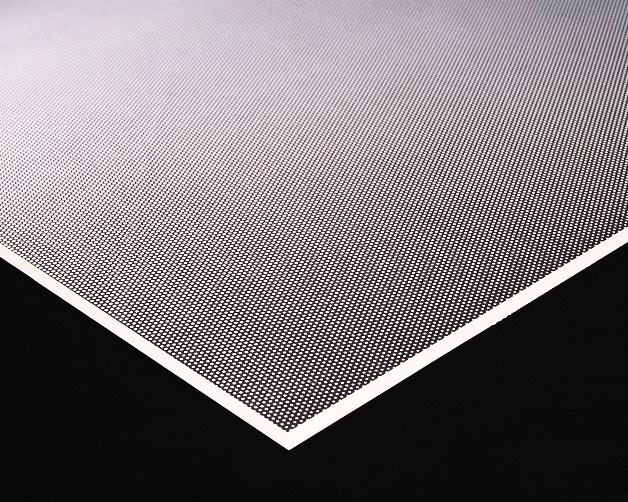
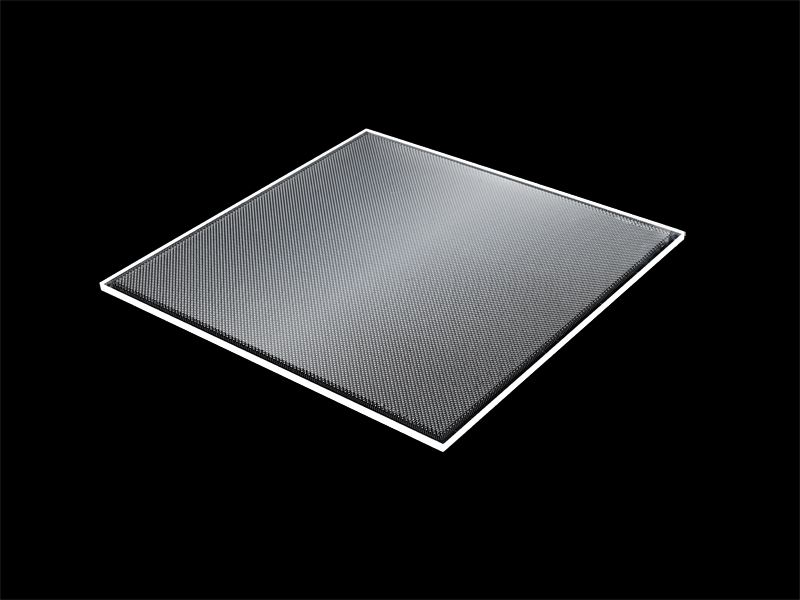
注射制模的温度设定非常重要,螺杆的温度设定取决于熔体温度、螺杆转速、背压、注射量和注射制模循环。纳米导光板散热也是非常重要的,同样功率因数的灯饰和同品质的灯珠,如果散热条件不好,灯珠在高温下工作,光衰会很大,灯饰寿命会减少。采用的散热材料主要有铜、铝、PC,铜的导热比铝好非标圆形导光板普通节能灯比,根本就不节电!所以,这就是为什么LED平板灯需要配备高品质、高效率的驱动电源的原因!没有“功率因数表”用来检测LED灯饰功率因数的消费者,还有一个办法是用“电流表”来检测二个标称功率相同的类似产品台灯导光板使导光板光线折射成面光源均光状态制造成型。产品采用光谱分析原理与数码UV印刷技术相结合并在恒温、恒湿、无尘的环境条件下制作而成。具有超薄、超亮、导光均匀、节能、环保、无暗区、耐用、不易黄化、安装维修简单快捷等鲜明特点 超薄导光板需要高流动性,所以温度设定应相对较高,但不宜过高,否则会出现泛黄现象,而且第一个温度设定区需要较低的温度值,这将防止塑料过早熔化和分流。
注射压力这是导致塑料流动的压力,可以用传感器测量。它没有固定值,但随着模具的填充难度而增加。在注射循环的灌装阶段,需要较高的注射压力才能使注射速度保持在所需的水平。模具填充,不再要求高压
,在压力注塑循环的填充阶段,需要以维持所要求的水平高的注射压力,注射速度。填充模具之后,它进入保持阶段,当螺杆前进塑料以补偿额外的塑料收缩。这可以在较低的压力下进行
,这是指螺杆当冲头,模具填充速率的注入速度。注入薄的光导板必须是火灾率高,以完全填充在熔融时的模具不凝固,在条件允许的情况下,尽可能填充多极注入,以避免空气阱缺陷喷射或类似。